
在整个注塑制品的成型过程中,冷却具有十分关键的作用。传统冷却水道呈直线型,制品表面距冷却水道的距离随着制品形状的改变却可以不变。而随着 3D 技术的发展,制品表面距随形冷却水道的距离随着制品形状的改变却可以不变,实现了制品的均匀冷却。由于成本的制约,目前,生产多数采用传统CNC 和金属 3D 打印的复合技术,即仅在存在热点的区域采用包含随形冷却水道的镶嵌,其余的区域仍采用传统的直线型冷却水道,两者拼合得到整个制品注塑模具的冷却水道。这种采用传统CNC和金属3D打印的复合技术,不仅成本可以得到控制,冷却效果也得到了提升。
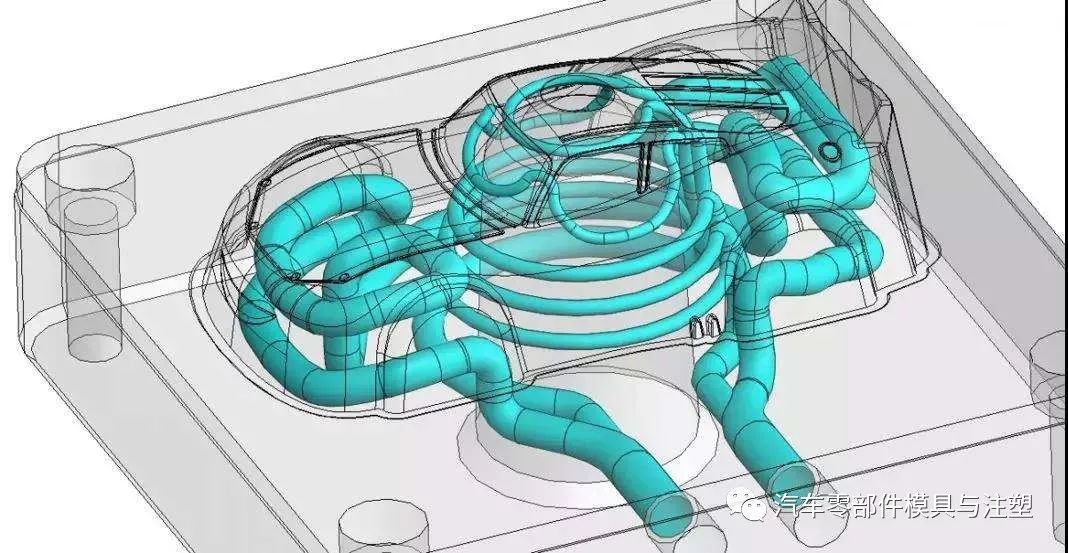
本文以某汽车后视镜壳为制品模型,材料选择PBT+ 50GF,注塑模具采用一模两腔的结构。汽车后视镜壳的三维图,如图 1 所示。


模具随形冷却水道设计及模拟分析
2.1 产品模型厚度分析
汽车后视镜壳的厚度分析如图 2 所示。汽车后视镜壳属于薄板型塑件,厚度不均匀,最薄处只有0. 0969mm; 最厚处可达8.283mm,同时,材料还含有 50% 的玻璃纤维,会造成填充流动困难,冷却不均匀现象。冷却时间因为厚壁处的热点而延长,而且制品温度分布不均,造成了严重的翘曲变形。
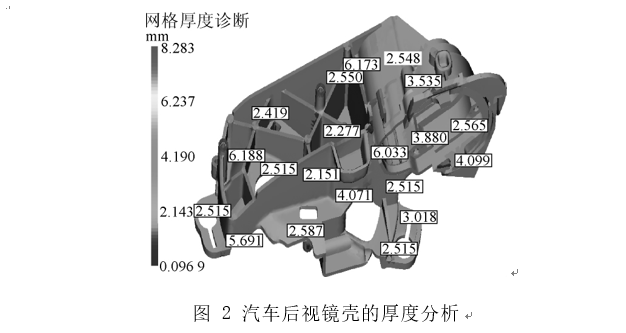
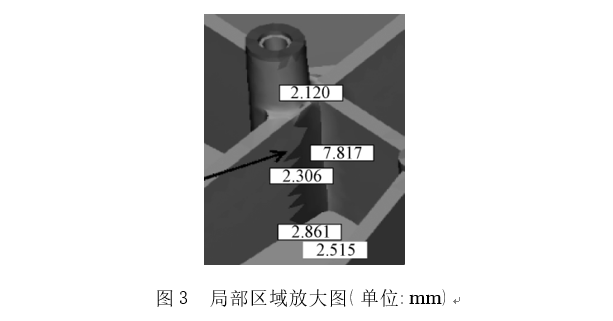
图3为局部区域放大图,箭头所指的区域,由于依靠着一个圆柱体,厚度为7.817mm,周围的厚度约为2mm,厚度相差较大,最终的制品会出现严重的缩痕。
2.2 注塑工艺分析
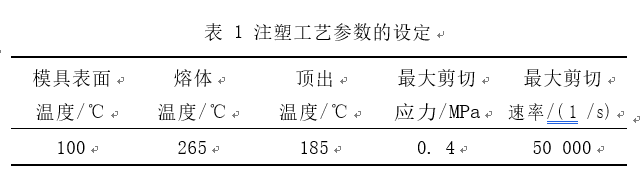
Moldflow分析的模具注塑工艺参数的设定如表 1 所示。
2.3 传统冷却水道与随形冷却水道的设计对比
传统直线型冷却水道过渡处全部为直角,柱体的冷却采用 冷却井实现; 而3D打印是“分层制造,层层叠加”的过程,可以打印出任意形状的随形冷却水道,但是,金属 3D 打印的随形冷却水道比传统冷却水道的成本高很多,所以,一般采用传统CNC和金属3D打印的复合技术,即大部分的冷却水道利用传统CNC加工,局部传统冷却水道无法冷却的区域采用金属3D 打印的随形冷却水道镶嵌消除热点。
汽车后视镜壳产品注塑模具的冷却水道采用传统 CNC 和金属 3D 打印的复合技术。模型控制变量的所有参数基本一致,冷却液温度设置为80℃ 。传统冷却水道方案采用直线型冷却水道,深腔骨架处选择常见的冷却水井设计方法。传统冷却水道的设计如图5所示。随形冷却水道方案的直径为3mm,更贴近制品表面,同时为了避免干涉,在深腔处采用上下环绕的设计方法。镶嵌件中随形冷却水道的设计如图6所示。

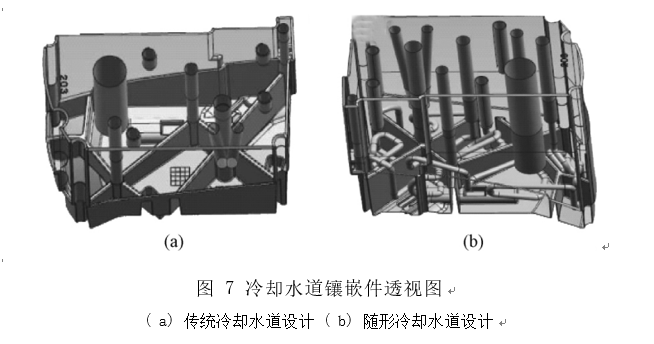
传统冷却水道的镶嵌件透视图和随形冷却水道的镶嵌件透 视图如图 7 所示。
2.4 传统与随形冷却水道的结果对比
2.4.1 模具型腔表面温度分布
图8为传统冷却水道方案与随形冷却水道方案的模具型腔表面温度分布。
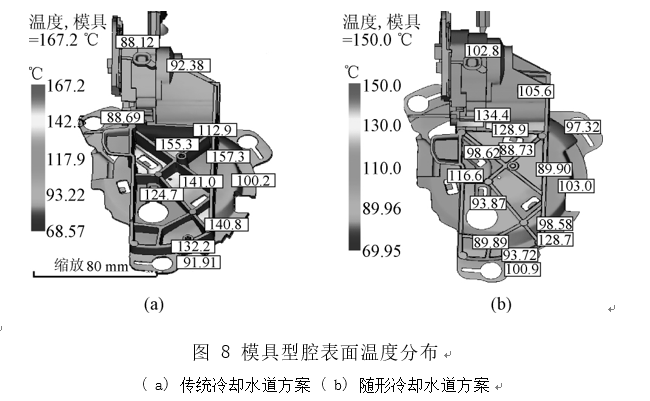
从图中可以看出,因为传统冷却水道是直线型,水道与模具 型腔表面的距离是变化的,所以不能完全均匀冷却,基本上每个面都有热点出现,局部热点温度高达167.2℃,其余非热点区域温度基本保留在130℃。而对于随形冷却水道方案,圈住的骨架部分的热点问题得到了很大的改善,原先采用传统冷却水 道得到的制品温度为155℃的点,采用随形冷却水道冷却后,温度基本降到了100℃以内,温度平均降低了30℃。在采用随形冷却水道方案时,在传统冷却水道方案热点处的冷却水井改变 为直径为3mm的随形冷却水道,冷却效果得到改善,冷却不均的问题得到了解决。
2.4.2 达到顶出温度的时间
含传统冷却水道和随形冷却水道的注塑制品达到顶出温度的时间分别如图9a和图9b所示。

含传统冷却水道的注塑制品达到顶出温度的时间为36.05s,而含随形冷却水道的注塑制品达到顶出温度的时间为13.29s。两者比较可以发现,随形冷却水道可使制品达到顶出温度的时间减少了近2/3,冷却时间明显缩短,很大程度上缩短了成型周期。
2.4.3 翘曲变形
图10a和10b分别为含传统冷却水道和随形冷却水道的制品翘曲变形模拟分析图。
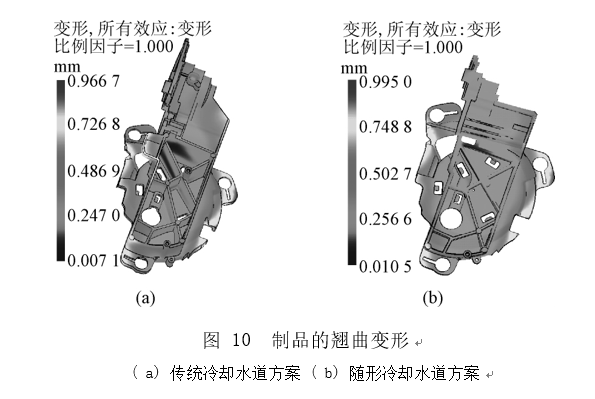
含传统冷却水道的后视镜外壳翘曲变形量最大可达到0.9667mm,大部分区域的变形量约为0.4869mm;而含随形冷却水道的后视镜外壳翘曲变形量最大可达到0.9950mm,大部分区域的变形量约为0.2566mm。分析最大翘曲变形量,两者相差较小,但是,结合整体区域的翘曲变形量,两者相差了0.24mm,将近一倍,因此,含随形冷却水道的注塑模具能够较好地改善制品翘曲变形的程度。

随形冷却水道的制造

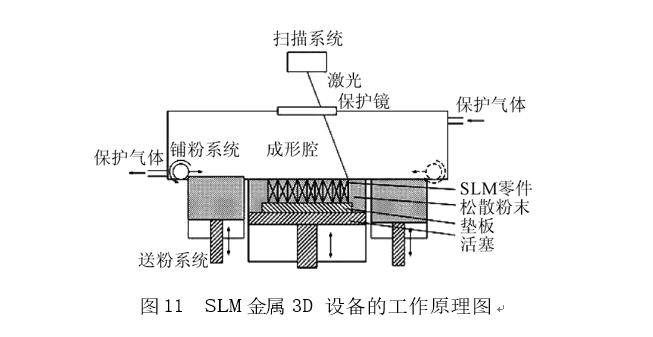
3. 1 3D设备的工作原理
图11为 SLM( Selective Laser Melting,简称 SLM) 金属 3D 设备的工作原理图。SLM 设备一般由光路单元、机械单元、控制单元、工艺软件和保护气密封单元等几个部分组成。送粉系 统将金属粉末送到铺粉系统内,铺粉系统利用滚筒使金属粉末平铺到工作台上,每层厚度可调节,一般为0.02 ~ 0.08mm。铺粉厚度适宜,若铺粉过厚,激光不能完全熔化金属粉末; 若铺粉过薄,则打印时间较长。再使用激光照射预先铺好的金属粉末,目前常用的激光功率为200 ~ 400W,光斑直径范围为50 ~ 500μm。金属零件成型完毕后,可被粉末完全覆盖。
采用精细聚焦光斑快速熔化预置金属粉末材料,可以直接获得任意形状以及具有完全冶金结合的功能零件。使密度可达到约 100% ,尺寸精度 20 ~ 50μm,表面粗糙度 20 ~ 30μm。
3.2 参数的设定
汽车后视镜外壳的随形冷却水道镶嵌件采用德国Concept Laser公司的M2型号SLM金属3D打印机打印。其每层铺粉厚度设定为0.05mm,选定的激光功率为 200 W,扫描速度设定为5m/s,光斑直径为50μm,打印的粉末为特殊供应的CL50钢。
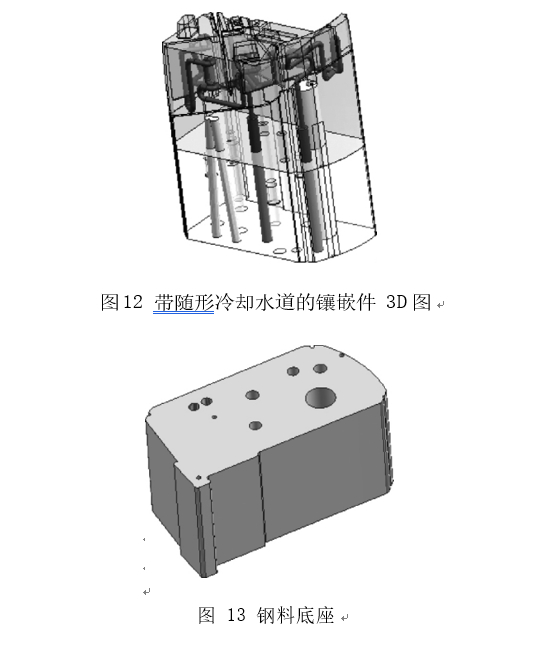
3. 3 冷却镶件实物
图 12 为含随形冷却水道的镶嵌件 3D 图,上部分为3D打印的部分,下部分为钢料底座。图13为开始加工的钢料底座,其材质为1.2344,线切割外形,周边预留0.8 ~ 1mm 余量,中间水井不需留余量,机加工完毕再热处理( HRC48-52) ,顶面磨平并退磁,然后,在其顶面上开始金属3D打印。

模具的制造
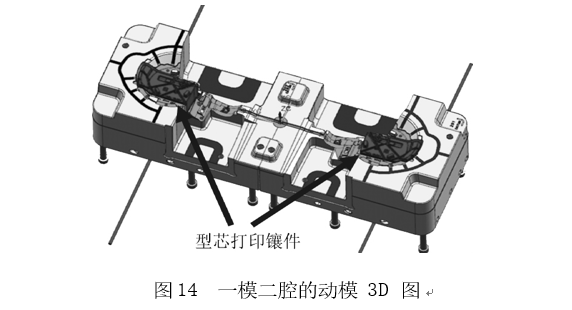
图 14 为注塑模具一模二腔的动模3D图,箭头所指的部件为型芯金属3D打印镶件。图15为金属3D打印的含随形冷却水道的镶嵌件实物图。

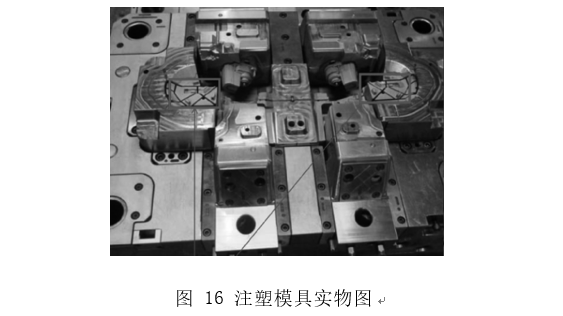
注塑模具实物图如图16 所示,其中,方框部分为金属3D 打印的含随形冷却水道的镶嵌件实物图。

结果与讨论
图 17 为采用传统冷却水道方案得到的制品实物图和采用随形冷却水道方案得到的制品实物图。
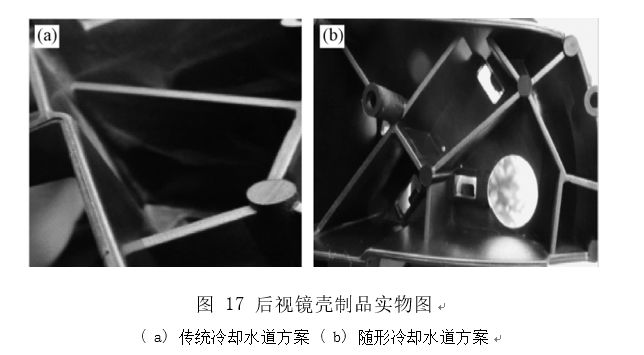
实际生产中发现,采用传统冷却水道方案得到的制品表面刮痕严重,开模时粘膜严重,而采用随形冷却水道得到的制品表面光滑,没有粘膜。
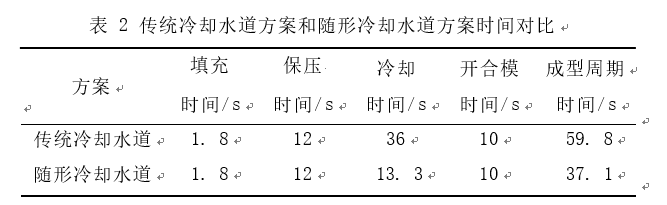
传统冷却水道方案和随形冷却水道方案的时间对比如表 2 所示。
结论
以某汽车后视镜外壳为研究对象,进行注塑模具随形冷却水道方案的设计,并将其与传统冷却水道方案的成型效果对比, 从而验证随形冷却水道方案的优化效果。
结合金属 3D 打印的成本,汽车后视镜外壳注塑模具采用传统 CNC 和金属 3D 打印的复合技术,大部分区域采用 CNC 加工直线型传统冷却水道,局部难以冷却的热点区域采用金属 3D 打印的随形冷却水道镶嵌件进行冷却。用 Moldflow 软件对传统冷却水道方案与随形冷却水道镶嵌件方案进行模流分析,并生 产了含传统冷却水道的注塑模具和含随形冷却水道镶嵌件的注 塑模具,并成型得到汽车后视镜壳实物。经验证,其冷却效果与Moldflow 模流分析结果一致,而且,含随形冷却水道方案能够大大缩短冷却时间和成型周期。此外,还减少了局部热点,改善了 制品整体的翘曲变形。
