

1
开发背景
客户后饰板在开发过程中,要求此模具将两个侧浇口均开在产品咬花面上,量产后手动剪浇口总达不到客户满意程度。

2
现有技术分析
在研发模内热切技术之前,我们曾分析AGC技术、ECS技术和AutoDegate技术。
1)AGC技术虽然结构对本产品可行,但不适用于本产品所用的原料;
2)ECS技术要求成型机具有预顶出功能,并且切口设置在侧壁,对本产品结构不适用;
3)AutoDegate技术也同样切口设置在侧壁,对本产品结构不适用。
AGC技术分析
技术要点:射胶时依靠射胶压力压缩弹簧,挤开空间作为浇口,射胶结束后,依靠弹簧压力切刀回弹切断进胶点。
主要缺点:压力损失大;射胶压力与切断力平衡点难掌握;对原料有选择性,仅对PP/PE料切断效果较好;容易产生毛边。

ECS技术分析
技术要点:模具有两块顶出板,切刀单独使用一块顶出板;射胶时,切刀后退形成浇口;保压结束后,成型机预顶出系统推动切刀切断浇口。
主要缺点:模具结构复杂;需成型机具有预顶出功能;对侧边为外观面产品不能使用;刀口钝化后,切面效果变差。

AutoDegate技术分析:
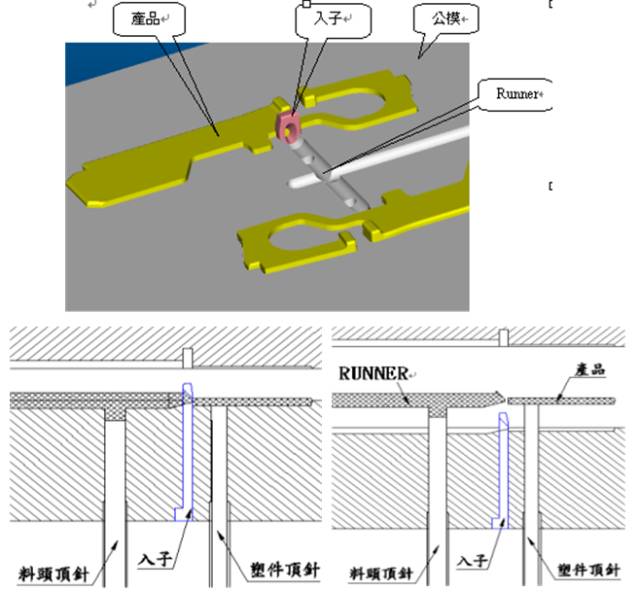
技术要点:切刀加工在入子上,入子不动,依靠顶出力将浇口切断。
主要缺点:容易产生料屑;刀口钝化后切断效果变差;仅适用于侧浇口,对侧边为外观面产品不能使用;因为入子强度限制,容易断裂。
二、方案设计
1
切刀设计
1)在搭接浇口正下方设计切断系统;
2)切刀后退形成浇口,切刀前进压断浇口;
3)切刀端面可随产品表面形状任意变化,不设计刃口。


2
入子动力选择
使用顶板系统驱动切刀,不仅需要成型机预顶出系统配合,故也可选用微型油缸作为驱动动力,既可以根据出力需求选择不同缸径油缸,又可以实现点对点的驱动。

3
模内压力测量
为了能准确选择合适的液压缸,我们在模腔内安装压力传感器测量整个成型过程最大压力值。经实际测量:Pmax=535Bar

三、方案实施
1
最佳切断时机
分析整个成型过程,在压缩阶段结束后,成型机已完成全部充填,后面的保压阶段作用仅仅是保持压力,防止塑料回流,此时切断即可保证切断效果,又可省去部分保压时间。

2
实物照片

3
外观对比

4
技术特点
本技术突出特点:真正实现无刃口切浇口技术。在动作油压缸等出现问题时,关闭液压控制系统,浇口自然变为搭接浇口,可继续生产,应对紧急需求。
四、技术要点
1
关键尺寸1
经多次验证:切刀面距母模面预留0.05mm间隙,可避免在切断过程中切刀撞击母模表面,且可以完全分离流道与产品。

2
关键尺寸2
经多次验证:产品与流道之间预留0.50mm平面与切刀平面形成靠破,可保证产品/流道自动分离且不产生毛边,还能保证母模侧有足够的强度。

3
关键尺寸3
经过DOE验证,切刀朝向流道方向加工30°斜面,可以在挤压过程中将大部分多余塑料排挤到流道内,减小挤压阻力。

4
端面形状
最初设计切刀端面形状为矩形,在实际生产中发现楞角处磨损较快,易出现毛边,设计为半圆形端面或矩形加导角端面效果较好。

五、推广应用
1
浇口外观:

六、深入研究
压缩成型技术在要求低残余应力的制品如光学产品的成型中具有无可比拟的优势,但其对成型机功能的要求和模具设计的要求,目前很多成型机无法实现压缩成型,且目前的压缩成型技术不能对具有特殊要求的产品实现局部压缩成型。

利用模内热切浇口可以实现点对点压缩的特性,并结合传统压缩成型技术,开发出局部压缩成型技术,此技术的应用,可以完全摆脱成型机功能的束缚,并可对有特殊要求的产品实现局部压缩成型。
同时使用在顶针进浇的场合:
