
1 前言
焊接作为现代制造业必不可少的工艺,在材料加工领域一直占有重要地位。焊接是一个涉及到电弧物理、传热、冶金和力学等各学科的复杂过程,其涉及到的传热过程、金属的融化和凝固、冷却时的相变、焊接应力和变形等是企业制造部门和设计人员关心的重点问题。焊接过程中产生的焊接应力和变形,不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。这些缺陷的产生主要是焊接时不合理的热过程引起的。由于高能量的集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力和变形,影响结构的加工精度和尺寸的稳定性。因此对于焊接温度场合应力场的定量分析、预测有重要意义。
传统的焊接温度场和应力测试依赖于设计人员的经验或基于统计基础的半经验公式,但此类方法带有明显的局限性,对于新工艺无法做到前瞻性的预测,从而导致实验成本急剧增加,因此针对焊接采用数值模拟的方式体现出了巨大优势。
ANSYS作为世界知名的通用结构分析软件,提供了完整的分析功能,完备的材料本构关系,为焊接仿真提供了技术保障。文中以ANSYS为平台,阐述了焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程,为企业设计人员提供了一定的参考。
2 焊接数值模拟理论基础
焊接问题中的温度场和应力变形等最终可以归结为求解微分方程组,对于该类方程求解的方式通常为两大类:解析法和数值法。由于只有在做了大量简化假设,并且问题较为简单的情况下,才可能用解析法得到方程解,因此对于焊接问题的模拟通常采用数值方法。在焊接分析中,常用的数值方法包括:差分法、有限元法、数值积分法、蒙特卡洛法。
差分法:差分法通过把微分方程转换为差分方程来进行求解。对于规则的几何特性和均匀的材料特性问题,编程简单,收敛性好。但该方法往往仅局限于规则的差分网格(正方形、矩形、三角形等),同时差分法只考虑节点的作用,而不考虑节点间单元的贡献,常常用来进行焊接热传导、氢扩散等问题的研究。
有限元法:有限元法是将连续体转化为由有限个单元组成的离散化模型,通过位移函数对离散模型求解数值解。该方法灵活性强,适用范围广,因此广泛地应用于焊接热传导、焊接热弹塑性应力、变形和焊接结构的断裂分析等领域。
数值积分法:该方法采用辛普生法则等方式对很难求得原函数的问题进行积分求解,通过该方法避免了求解复杂的原函数问题,同时使用较少的点即可获得较高的精度。
蒙特卡洛法:该方法基于随机模拟技术,对随机过程的问题进行原封不动的数值模拟。
焊接模拟通常基于以上几种理论对焊接热传导、热弹塑性应力等问题进行模拟,而合理的选择热源函数和计算焊后应力等问题则需要设计人员选择合适的数学模型。
2.1 焊接数值模拟常用热源模型
焊接热过程是影响焊接质量和生产率的主要因素之一,因此焊接热过程的准确模拟,是准确进行焊接应力变形分析的前提。早期对于焊接热过程的解析,前人做了大量的理论研究工作,提出了多种热源分布模型:
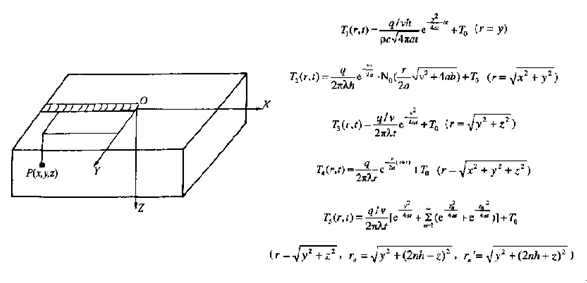
集中热源:Rosenthai-Rykalin公式
该方法作为典型的解析方法,认为热源集中于一点,此方式仅对于研究区域远离热源时较为适用,同时此方法无法描述热源的分布规律,对于熔合区和热影响区影响较大。
平面分布热源:高斯分布热源、双椭圆分布热源
高斯分布热源
高斯热源分布假设焊接热源具有对称分布的特点,在低速焊接时,效果良好,焊接速度较高时,热源不再对称分布,误差较大。此方法适合于电弧挺度较弱及电弧对熔池冲击较小的情况。
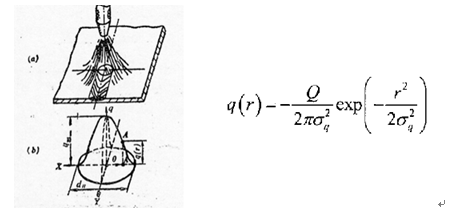
高斯分布虽然给出了热源分布,但没有考虑焊枪移动对热源分布的影响。实际上,由于焊缝加热和冷却的速度不同,因此电弧前方的加热区域比后方的加热区域小。
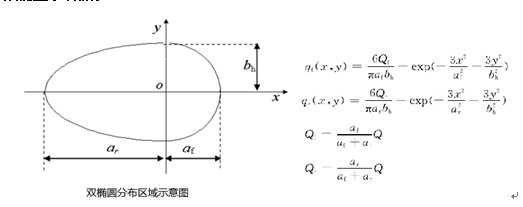
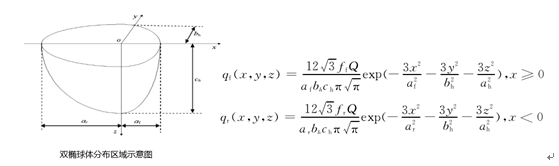
双椭圆分布热源
体积分布热源:半椭球分布热源、双椭球分布热源
半椭球分布热源
对于熔化极气体保护电弧焊或高能束流焊,焊接热源的热流密度不光作用在工件表面上,也沿工件厚度方向作用。此时,应该将焊接热源作为体积分布热源。为了考虑电弧热流沿工件厚度方向的分布,可以用椭球体模式来描述
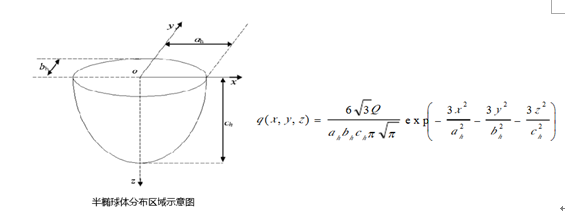
实际上,由于电弧沿焊接方向运动,电弧热流是不对称分布的。由于焊接速度的影响,电弧前方的加热区域要比电弧后方的小;加热区域不是关于电弧中心线对称的单个的半椭球体,而是双半椭球体,并且电弧前、后的半椭球体形状也不相同
双椭球分布热源
2.2 焊接变形模拟常用方法
由焊接产生的动态应力应变过程及其随后出现的残余应力和残余变形,是导致焊接裂纹和接头强度与性能下降的重要因素,因此针对焊接变形与残余应力的计算发展出了以下几种理论:
解析法:一维残余塑变解析法
该方法以焊接变形理论为基础,确定焊接接头收缩的纵向塑变与焊接工艺参数、焊接条件的关系,需要大量经验积累,此方法对规则等截面的梁型结构,较为适用
固有应变法:固有应变可以看成是残余应力的产生源
焊接时的固有应变包括包括塑性应变、温度应变和相变应变。焊接构件经过一次焊接热循环后,温度应变为零,固有应变就是塑性应变和相变应变残余量之和。焊接时,固有应变存在于焊缝及其附近,因此了解固有应变的分布规律就能仅用一次弹性有限元计算来预测残余应力大小及结构变形,但此方法同样着重与焊后结构的变形,属于近似方法,没有考虑整个焊接传热过程
热弹塑性有限元法:记录焊接传热过程,描述动态过程的应力和变形
热弹塑性有限元法首先进行焊接热过程分析,得到焊接结构瞬态温度场,再以此为结果,进行焊接应力和变形计算。由于该计算为非线性计算过程,因此计算量大,一般用来研究焊接接头的力学行为,而不用来进行大型复杂结构的整体研究
3 焊接仿真案例
3.1 基于ANSYS Workbench平台的焊接仿真
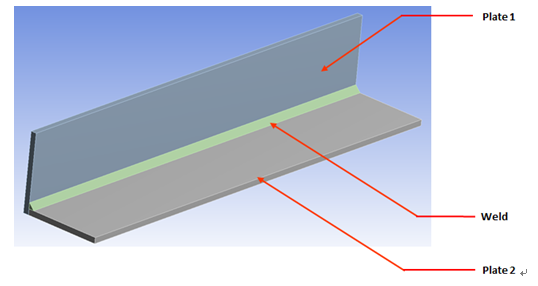
针对如下部件采用激光焊,以ANSYS Workbench为平台,模拟该模型的温度场变化和应力场变化情况。
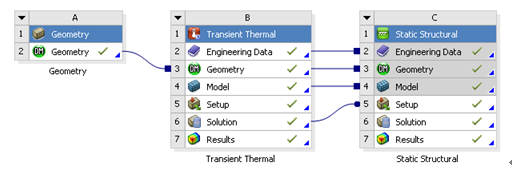
ANSYS Workbench作为统一的多场耦合分析平台,支持数据协同,因此在Workbench中建立该焊接分析的耦合项目,如下图所示。
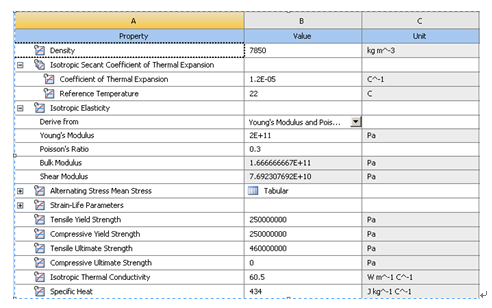
在本例中,仅以说明焊接仿真流程为例,因此材料假定为线弹性结构钢,在EngineerData中输入材料参数如下:
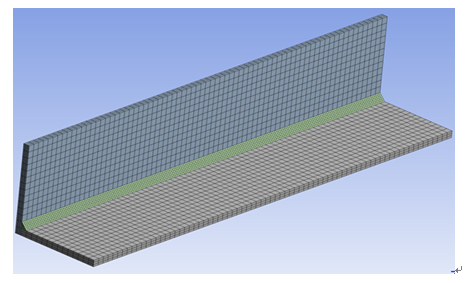
ANSYS Workbench以ANSYS Meshing为基础对模型进行网格划分,对于此模型中的两个焊接件和焊缝均以六面体方式进行划分,除此之外,软件还提供了大量的size function、局部控制等功能,针对不同特征的几何模型进行高质量的网格划分。
以Workbench平台以基础对焊接过程进行瞬态热分析需要用到基于ANSYS Workbench开发的Moving_Heat_Flux插件。该插件嵌入在Workbench界面中,提供了以平面高斯热源法为基础的移动热源分布方式,在该插件中用户可以指定焊枪移动速度、焊接电流、功率,焊接时间等参数。除此之外,进行传热过程分析,还需要输入瞬态热分析所需的其他边界条件如Convection等。此案例中输入的焊接相关参数如下所示:

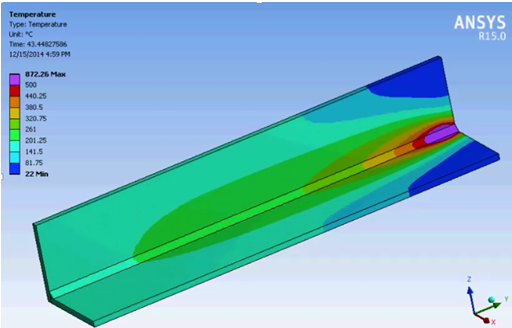
针对此类大规模仿真问题,建议使用HPC高性能计算,可以充分发挥计算机硬件性能,大幅度提高求解效率。最终针对该参数下的焊接瞬态热分析结果如下:
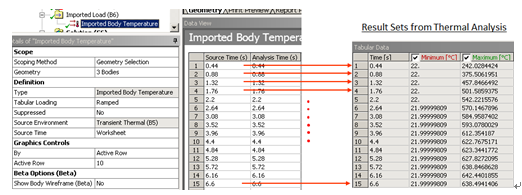
基于瞬态热分析之上,可以进行焊后应力分析。通过前述建立的ANSYS Workbench的耦合分析流程,通过import load方式将热分析温度场传递给结构场进行应力分析。
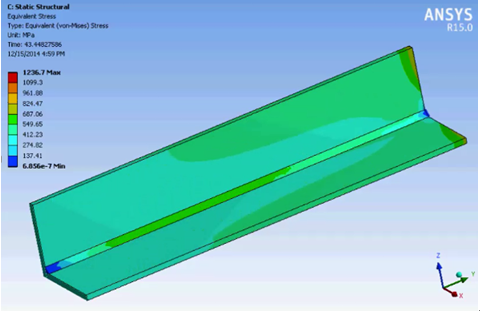
同时根据实际工况对该构件施加约束,进行应力分析,最终得到某一时刻应力云图如下所示:
3.2 基于ANSYS经典界面的焊接仿真
如前所述,在以Workbench为平台进行焊接仿真时存在诸多限制,例如无法选择其他形式的热源模型,因此用户可以基于ANSYS经典版进行焊接仿真。基于ANSYS经典版进行焊接仿真时,可以以命令流的方式进行,将焊接参数以参数方式读入,对于优化焊接分析,十分方便。
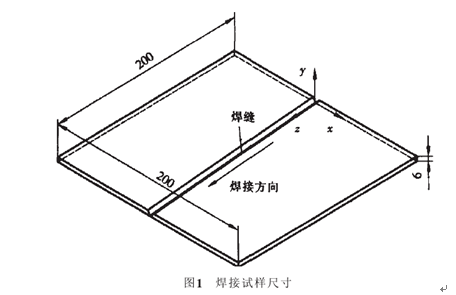
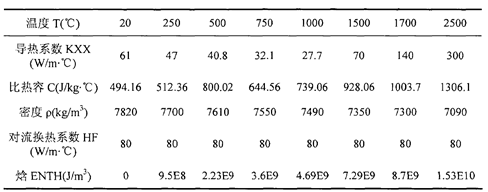
本例中,焊接温度场模拟采用焊板尺寸为200mmX200mmX6mm,试件材料为Q235A,材料参数如下表所示。为保证焊透,两块钢板开45°坡口。焊接方式采用电弧焊,焊接参数为:焊接电流180A,电弧电压20V,焊接速度4.8mm/s,焊接热输入0.75kJ/mm,焊接效率η=0.825,结构与空气的换热系数为15W/(m^2*℃)。
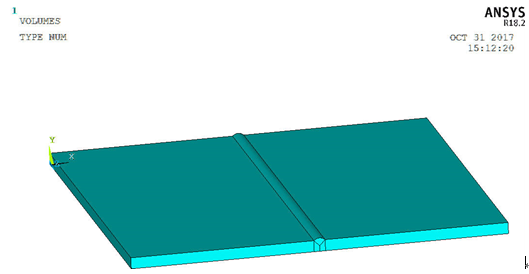
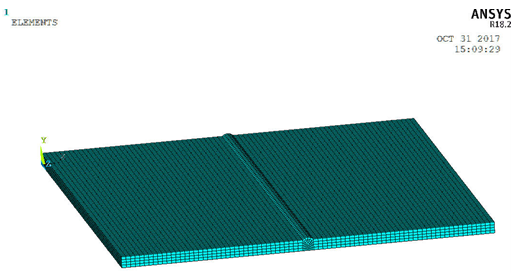
在ANSYS经典版中建立该构件的几何模型,采用solid70,建立好的模型如下图所示:
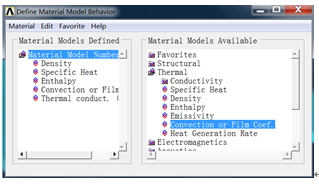
通过MP命令建立完整的材料参数表,如下图所示:
通过esize等命令,对该模型进行局部网格控制,生成六面体网格,并达到较高的网格质量。有限元模型如下:
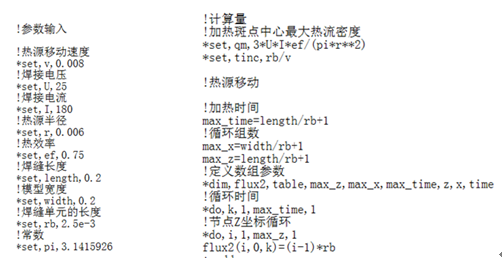
本例中同样采用高斯热源方式进行模拟,相关焊接工艺以参数方式表达,为后期优化提供基础,典型的命令流如下:
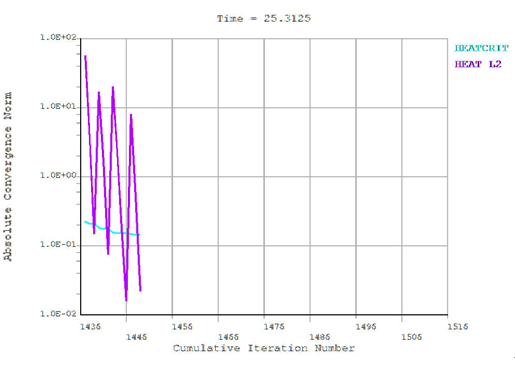
对该模型底部施加固定约束,根据APDL中设定的求解参数进行迭代计算,迭代曲线如图所示:
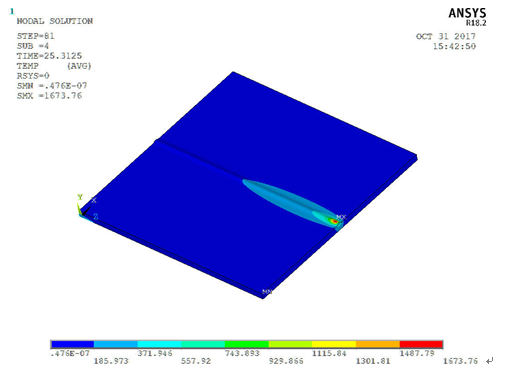
经过求解计算后可以得到该焊接件的温度场分布云图,如下图提出的某时刻温度场分布云图:
4 总结
通过以上介绍,以ANSYS软件为基础可以方便的进行焊接过程的温度场和应力场仿真,目前在Workbench中仅支持以插件的形式进行焊接仿真,并且只能考虑平面高斯热源的热源分布方式,如需考虑其他方式的热源方式,需要以ANSYS经典版为基础进行APDL编程,除此之外,用户还可以采用生死单元的方式进行焊接仿真,需要注意的是,生死单元的方式即通过控制单元生死的方式来模拟焊缝填充过程,采用该方式可以模拟较为复杂的热输入情况,由于热源分布与生死单元是两种不同的计算方式,因此不能叠加使用。
ANSYS软件通过完整的材料本构关系、求解能力,为焊接仿真提供了强有力的技术保障,因此设计人员可以以此进行焊接仿真,为电流、电压等焊接工艺参数的设置提供参考依据,从而合理优化焊接工艺。
[参考文献]
[1] 焊接数值模拟技术及其应用 汪建华
